在示教編輯界面按〈1〉鍵成功新建一個文件或按〈3〉修改文件時,進入程序編輯界面。在程序編輯界面里,用戶可以完成各種圖形及相關控制的示教編程工作。程序編輯界面如下圖示:
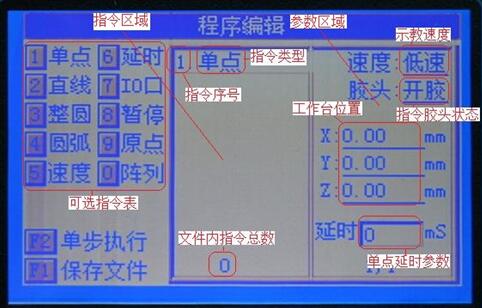
界面左側羅列了11種圖形和控制指令,其與按鍵之間的對應關系如下表,當要輸入某一指令時,在允許輸入的情況下按對應的按鍵即可輸入指令。
| 按鍵 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 0 | F4 |
| 指令 | 單點 | 直線 | 整圓 | 圓弧 | 速度 | 延時 | IO | 暫停 | 原點 | 陣列 | 直線中心 |
界面每頁只能顯示8條指令,當文件內指令總數大于8條時,需要分頁顯示。此時按〈翻頁〉鍵可以向后翻頁。
編程基礎
利用兩點確定一條直線,三點可以確定一個圓或圓弧的原理,只要記錄下一個圖形的確定數量的關鍵點,通過一系列的數學計算,就可以重建該圖形。即示教編程的關鍵就在于精確獲取圖形的關鍵點。故示教編程的過程就是在程序編輯界面輸入指令,然后控制工作臺運動到該圖形的關鍵點,記錄以后形成程序文件的過程。
JD2000示教盒支持的圖形指令有單點、直線、圓及圓弧,其中單點有一個關鍵點;直線有兩個關鍵點,分別為直線起點和直線終點;圓及圓弧有三個關鍵點,分別為起點、中間點和終點。關鍵點缺一不可,并且要求依次連續的示教完畢,否則圖形條件不滿足。所以,①在編程過程中,如果在關鍵點輸入未完成的情況下取消一個關鍵點輸入,則默認為取消整個圖形。②如果按〈DEL〉刪除一個圖形的其中任意一個關鍵點,則刪除整個圖形。③在示教程序中間插入一個圖形或控制指令時,系統會自動在選中指令圖形的最后一個關鍵點后面插入。④選擇一個指令作為指令陣列的開始指令或結束指令時,系統會默認選擇整個圖形作為陣列開始或結束。
在示教過程中,如果輸入了一個圖形指令,界面右方會出現工作臺坐標。此時應該使用方向鍵控制工作臺運動到期望的關鍵點處,期間可以根據實際需要使用〈速度〉鍵調節示教速度,該速度只在示教編程時起作用,不影響文件執行時的速度。正確設置膠頭開關后,按〈ENT〉鍵即可以保存該關鍵點。如果該圖形還有關鍵點未編程,則系統在上一關鍵點保存后自動輸入下一關鍵點,并要求操作人員再次確定關鍵點,直到該圖形所有的關鍵點示教完畢。期間如果在任何一個關鍵點的示教過程中按〈ESC〉鍵取消關鍵點輸入,則該圖形自動取消。 程序編輯界面有在兩種不同的狀態,一種是指令輸入狀態,一種是指令
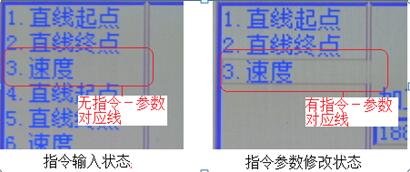
參數修改狀態,如下圖示: 在指令輸入狀態下(在指令區域有光標顯示,無指令-參數對應線,指令參數區域無任何顯示),用戶通過按鍵可以輸入所需指令。在指令參數修改狀態(指令區域無光標顯示,有指令-參數對應線,指令參數區域顯示該指令的參數,包括坐標、速度、膠頭開關、延時等),用戶可以修改對應指令的參數,但此時不能插入新指令。兩種狀態可以互相轉換。在指令輸入狀態下,用戶輸入一個新指令或在指令上按〈ENT〉鍵修改指令參數時,進入指令參數修改狀態。在指令參數修改狀態下,按〈ENT〉確認修改或按〈ESC〉取消修改,均可返回到指令輸入狀態。 方向鍵〈Y-〉及〈Y+〉在示教編輯界面下,處于不同的狀態有不同的用途。在指令輸入狀態下,它們用于光標上下移動,選擇指令。而在指令參數修改狀態下,處于工作臺示教模式市,方向鍵〈X-〉、〈X+〉、〈Y-〉、〈Y+〉用于移動工作臺;而當處于坐標輸入模式時,方向鍵〈X-〉、〈X+〉、〈Y-〉、〈Y+〉用于移動光標。
當條件滿足以下條件時,可以在指令輸入區域輸入指令:①處于指令輸入狀態。②文件內的指令數未達到最大指令數限制。③輸入指令中沒有原點指令,或者光標在原點指令前。以下的描述中,默認以上條件均滿足,即可以輸入指令。 輸入坐標
當系統處于示教模式時(如系統測試中的工作臺測試、起點校正及輸入或修改運動指令下),按〈切換〉鍵可以切換到輸入坐標模式,直接輸入各軸的坐標位置,代替手動示教模式。
按下〈切換〉鍵后,光標停留在X軸的坐標位置上,利用〈Y-〉、〈Y+〉將光標移動到需要修改的坐標或延時上,輸入坐標后按〈確定〉鍵,則該軸坐標確定,光標自動下移,等待修改坐標。修改完畢后按〈確定〉鍵,工作臺自動移到目標位置,完成該指令的輸入。 起點延時、終點延時
當輸入指令為單點、直線和圓弧時,提供兩個額外的工藝參數:起點延時和終點延時。起點延時:工作臺運動到目標位置(如單點、直線起點、圓弧起點),然后在開膠延時的基礎上,額外延時一段時間,工作臺再運動到目標位置(如直線終點、圓弧中點)。終點延時即為到達目標位置后(如直線終點、圓弧終點),延時一段時間后再進行下一動作(如關膠或移到到下一目標位置)。 引入起點延時和終點延時后,可以解決在軌跡起點或終點位置出膠量特別大的工藝要求。 直線
按〈2〉鍵可以輸入直線圖形。輸入后系統自動進入到指令參數修改狀態,開始直線起點的示教。按〈點控〉鍵可以修改直線起點的膠頭狀態。直線起點示教完畢后按〈ENT〉鍵確認指令。直線起點確認后,系統自動插入直線終點指令,同上方式再對直線終點進行示教,直線終點示教完畢后按〈ENT〉鍵確認直線圖形的輸入。示教過程中可以按〈切換〉鍵,將進入坐標輸入模式,直接輸入坐標或修改起點延時。 直線中點
直線中點最大的應用在于方便用戶對由直線構成的多邊形工件的進行編程。 如下圖示,一個工件由四個首尾相連的直線邊組成。采用常規的編程方式時,即分別在AB、BC、CD、DA段示教一條直線,不但效率較低,而且很難保證DA段直線的終點與AB段直線的起點重合。在這種情況下引入了直線中點的概念,對下圖工件進行示教編輯時,可以先示教一段直線,起點和終點都在A點,然后對該直線插入3個直線中點(即B、C、D點)即可。
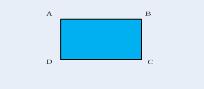
選中需要插入中點的直線的直線起點指令,在此狀態下按〈F4〉即會在該直線的直線起點及直線終點間插入一條直線中點指令,移動工作臺到需要插入中點的位置,按〈ENT〉確定。此時,原來的一條直線會根據直線中點的位置,自動生成兩條直線。如已有直線AC,在直線AC中插入一個中點B點,則確認該中點后,系統會自動生成兩條直線,分別為AB和BC,以完成插入直線中點的功能。生成兩條直線后,光標自動選中第二條直線的起點,方便用戶繼續插入中點,完成更復雜圖形的編程。
直線中點指令只有當光標落在直線起點的時候方能生效,除此之外的任何情況,按〈F4〉直線中點指令無效。 整圓
按〈3〉鍵可以輸入整圓圖形。輸入后系統自動進入到指令參數修改狀態,開始整圓起點的示教。按〈點控〉鍵可以修改整圓起點的膠頭狀態。整圓起點示教完畢后按〈ENT〉鍵確認指令。整圓起點確認后,系統自動插入整圓中點指令,同上方式再對整圓中點進行示教。整圓中點無法修改膠頭狀態。整圓中點確認后,系統自動插入整圓終點指令,對整圓終點示教完畢后按〈ENT〉鍵,確認整圓圖形的輸入。
在整圓及圓弧的示教過程中,找關鍵點時,為保證重建圖形的計算精度,應該盡可能等間隔的選擇關鍵點。
圓弧
按〈4〉鍵可以輸入圓弧圖形。輸入后系統自動進入到指令參數修改狀態,開始圓弧起點的示教。按〈點控〉鍵可以修改圓弧起點的膠頭狀態。圓弧起點示教完畢后按〈ENT〉鍵確認指令。圓弧起點確認后,系統自動插入圓弧中點指令,同上方式對圓弧中點進行示教。圓弧中點無法修改膠頭狀態。圓弧中點確認后,系統自動插入圓弧終點指令,對圓弧終點示教完畢后按〈ENT〉鍵,確認圓弧圖形的輸入。示教過程中可以按〈切換〉鍵,將進入坐標輸入模式,直接輸入坐標或修改起點延時。
原點
為能讓用戶在一個文件加工完畢后,靈活的定位工作臺位置,引入了原點指令。原點指令在文件中起到加工完畢后對工作臺進行重新定位的作用。當在文件參數中設置“終點位置”參數的值為“原點”,則文件加工完畢后自動回到用戶指定的軟原點指令位置。一個文件只能插入一個原點指令,并且原點指令只能位于文件末尾。當文件插入原點指令后,不能在原點指令后面再輸入其他指令,只能在原點前插入。
按〈9〉鍵輸入原點指令后,工作臺自動移動到本文件的起點位置,并且Z軸上抬到最高位置,等待用戶示教。用戶示教完畢按〈ENT〉確認后,Z軸自動上抬到最高位置。
速度 速度指令用于實時的改變加工速度。如果文件中沒有速度指令時,文件以加工參數中的“加工速度”為速度參數進行加工。當插入速度指令后,在文件加工過程中遇到速度指令后,自動按速度指令中規定的速度值運行,直到遇到下一個速度指令,再按下一個速度指令中的速度運行。
按〈5〉鍵可以插入速度指令。插入速度指令后,系統自動切換到指令參數修改狀態,等待用戶輸入速度值。輸入的速度值中,最小值為0.01mm/S;其最大值受系統參數中的“最大速度”限制,如果輸入值大于最大速度,自動設為最大速度值。輸入完畢后按〈ENT〉鍵確認指令輸入。
延時 延時指令用于在特定位置延時特定時間。當在加工過程中,遇到延時指令時,系統會在原位置停留,直到延時結束。此指令的引入是為了能更好的配合用戶流水線的使用。
按〈6〉鍵可以插入延時指令。插入延時指令后,系統自動切換到指令參數修改狀態,等待用戶輸入延時值。輸入完畢后按〈ENT〉鍵確認指令輸入。
IO口
IO口指令用于在特定位置,刷新IO口的輸出。使用IO指令,可以靈活的配置IO口的作用,使設備能更好的配合用戶流水線。按〈7〉鍵可以插入IO口指令。插入IO口指令后,彈出IO口設置窗口如下。
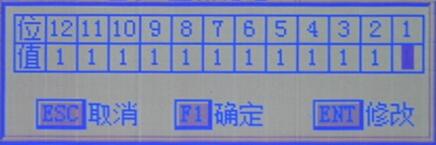
使用方向鍵將光標移動到待修改的輸出位,使用〈ENT〉鍵修改IO的值,然后按〈F1〉確認IO指令。
當在文件中第一次插入IO指令時,各IO的輸出均為1;后續插入的IO指令中,IO口的初始值延續上一IO指令的值。IO指令不會影響膠頭狀態,即IO口的第一位的值在IO指令中將被忽略。
暫停
暫停指令用于暫停文件加工。當文件執行過程中遇到暫停指令時,文件加工暫停,同時JD2000示教盒界面顯示已暫停,直到用戶按〈1〉鍵或按設備上的開始鍵,再繼續加工。暫停指令的引入,是為了配合用戶針對各種不同工件使用不同的加工流程。如一個工件有正反兩面需要涂膠,在示教過程中,可以將正反兩面的圖形編輯在一個文件里,形成一個單獨的加工文件。然后在正反兩面程序的交接處插入暫停指令。當工件第一面加工完畢后,遇到暫停指令,加工暫停,操作人員將工件翻面,再按繼續加工,直至完成。此做法可以提高用戶的加工效率及制定靈活的加工流程。
按〈8〉鍵可插入暫停指令。暫停指令沒有附帶參數,系統在暫停指令輸入后自動回到指令輸入狀態。